
全国服务热线:0533-4681337
全国服务热线:0533-4681337

淄博锦岳机械制造有限公司
地址:中国山东省淄博市博山区白塔镇万山工业园
电话:0533-4681337
传真:0533-4262333
邮箱:sunda007@163.com
网址 :www.zibojinyue.com

铁冶金技术的不断进步使耐磨复合板实现了洁净化、细晶化和力学性能上的强韧化,这就要求在焊接过程中与之匹配的焊接材料也必须实现洁净化和强韧化,否则接头性能将不能与母材匹配,进而成为焊接接头的薄弱部位。焊接材料的洁净化与钢板洁净化的含义是相对应的,要求S、P、N、H、O元素的含量应尽可能低,而在强韧性方面,对于强度在400MPa左右的调质钢,只要通过调整焊缝组织使其获得细小的针状铁素体即可获得理想的强韧性;
而强度≥800MPa的耐磨复合板,要实现焊缝金属与母材的强韧性匹配较为困难,一般强度等匹配的情况下,焊接接头韧性储备往往不够,在进行耐磨复合板焊接工艺评定试验时,接头的强度和伸长率都是合格的,主要是韧性不足引起脆断,以起重机产品为例,目前国内所采用的钢板强度级别已突破1100MPa,而可批量生产投入使用的焊丝强度等级别在1000MPa左右,这一局限下,耐磨复合板激光焊接工艺则显示出其无可比拟的优势。
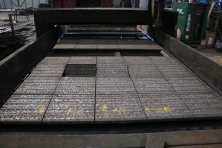
该技术摒弃传统的依托焊接材料过渡合金元素这一复杂过程,采用连续或脉冲激光束作为热源直接熔化待焊母材,其冶金过程类似于电子束焊,能量转换机制通过“激光束小孔”结构来完成,熔融金属填充小孔形成焊缝,激光焊接具有焊接熔深大、热影响区小、焊接速度快等优点,但是激光焊接设备造价高,对工件拼点间隙要求严格。国外工程机械企业已开始进行这一技术的研究,并取得了阶段性的进展。
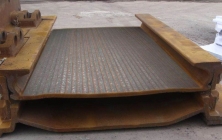
降低自重的另一手段是将焊缝设计为薄厚板对接的形式,关键受力处采用厚板,而受力较小、仅是起到增强刚性的部位尽量使用薄板。
但这对焊接技术提出了更高的要求,在保证焊透的情况下,薄板一侧变形量要明显大于厚板,焊缝量侧板厚不同也不利于焊后调平,而对于这种焊接结构较为有效的解决方法是对待接头进行预先反变形,该方法需要精确的掌握不同板厚的焊接变形量,如果反变形量预留得当,可以基本消除焊后变形。







 淘宝旺旺
淘宝旺旺
